
The American Society of Mechanical Engineering (ASME) and the American Welding Society (AWS) classify welding joints into two categories based on the shape of the weld metal: 01. Fillet 02. Groove.
Indicated by F (Fillet Weld).
Indicated by G (Gillet Weld).
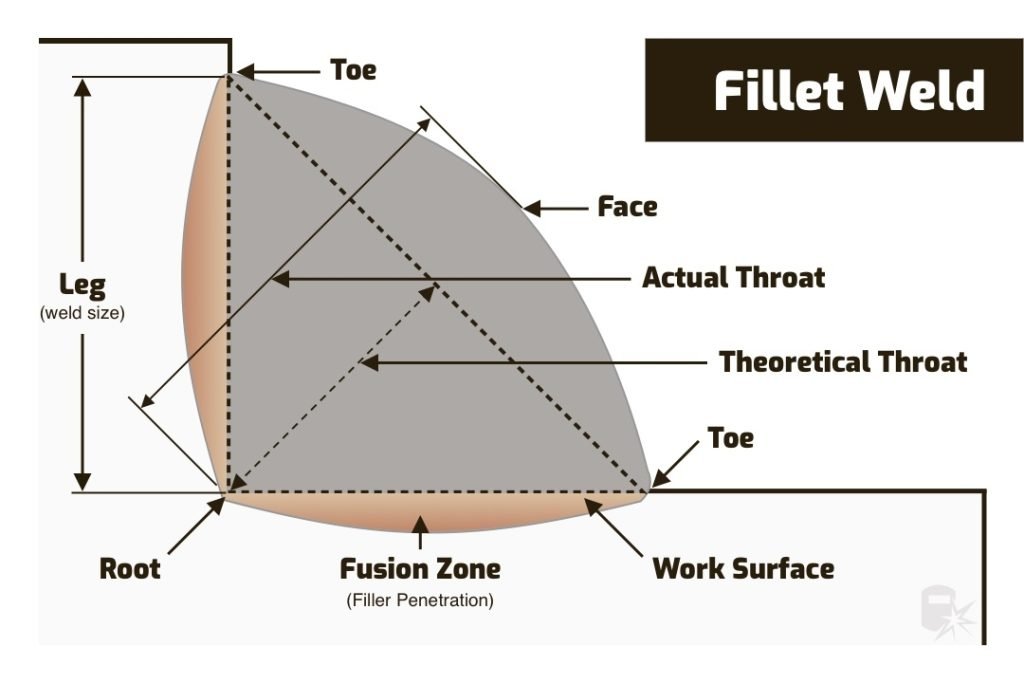
Fillet Weld (F): A welding method for vertically combining two metal parts
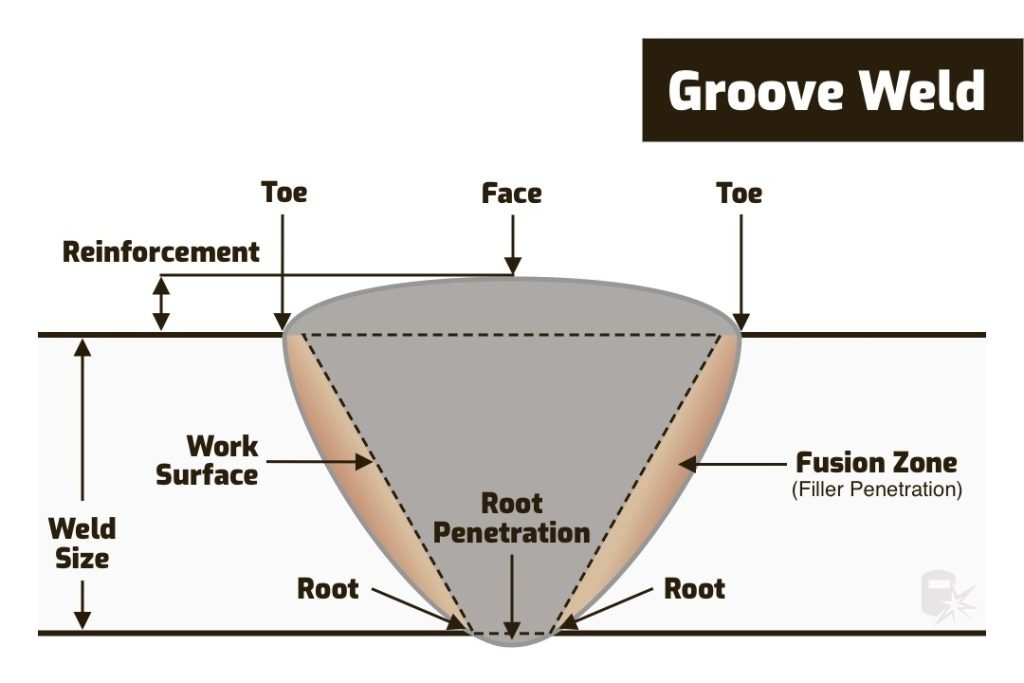
Groove Weld (G): A groove weld is created when filler material is deposited in a groove between two metals
Normally, the following numbers and letters are used.
For Groove Welding Positions:
For Fillet Welding Positions:
4G Welding Position: The 4G welding position, also known as the overhead position, involves welding the underside of a workpiece positioned horizontally. The challenging overhead position is performed with the torch at a 45-degree angle, and the 4G and 4F welding positions are appropriate for groove and fillet welds. Remember, the metal can sag from the plate, causing a crown, so keep the molten metal puddle small to avoid this.

3G Vertical Position: The workpiece and the weld are perpendicular or almost perpendicular in this welding position. 3F is the vertical fillet position, and 3G is the vertical groove. One issue when performing this weld is the molten metal flowing downward and accumulating. In the Vertical position welding the welds axis is almost vertical.

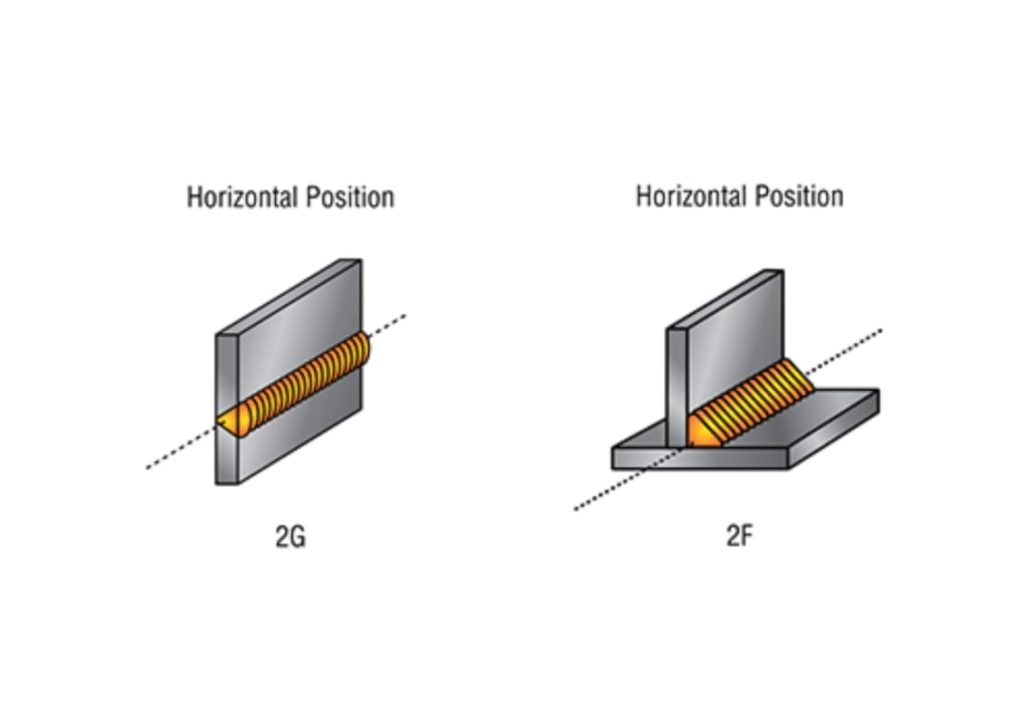
2G Horizontal Position: The 2F is a fillet weld position, with the torch angled at 45 degrees, and 2G is a groove weld position involving the weld axis in a horizontal plane and the weld face in a perpendicular plane. Welds in the horizontal position has similarities with flat position welds.
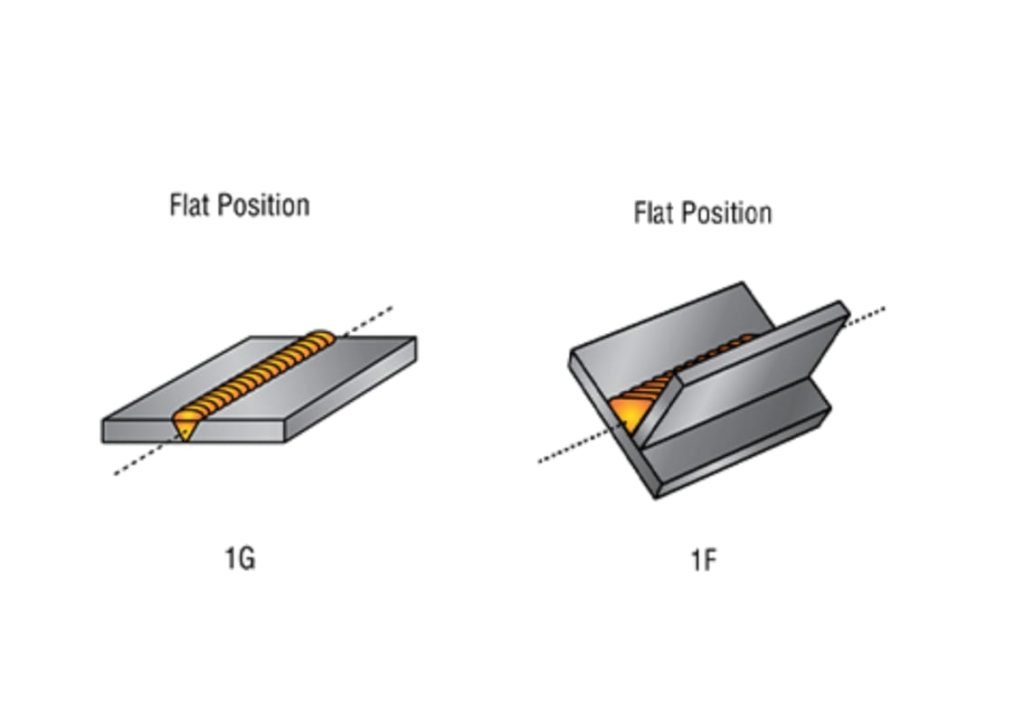
1G Flat Position: 1F welding position indicates a flat welding position (1) with a fillet weld (F), while a 1G tells you it’s a flat position (1) but with a groove weld (G). In the flat welding position you will do your weld on the top side of your joint.
Welding is a fundamental skill in various industries like construction, oil and gas, and power generation. Among the many welding techniques, pipe welding is one of the most specialized and essential. Pipe welding requires welders to master specific welding positions that determine how the pipe is oriented and how the welder must manipulate the weld pool.
Before diving into the specific pipe welding positions, it’s crucial to understand what welding positions are and why they matter. A welding position refers to the orientation of the pipe or workpiece and the type of weld joint being created. Each position presents unique challenges due to gravity, accessibility, and the welder’s ability to control the weld pool.
The most common positions in pipe welding are:
Each position may apply to either a groove weld (G) or a fillet weld (F). The most commonly used pipe welding positions are 1G, 2G, 5G, and 6G, which are essential for both fieldwork and shop work.
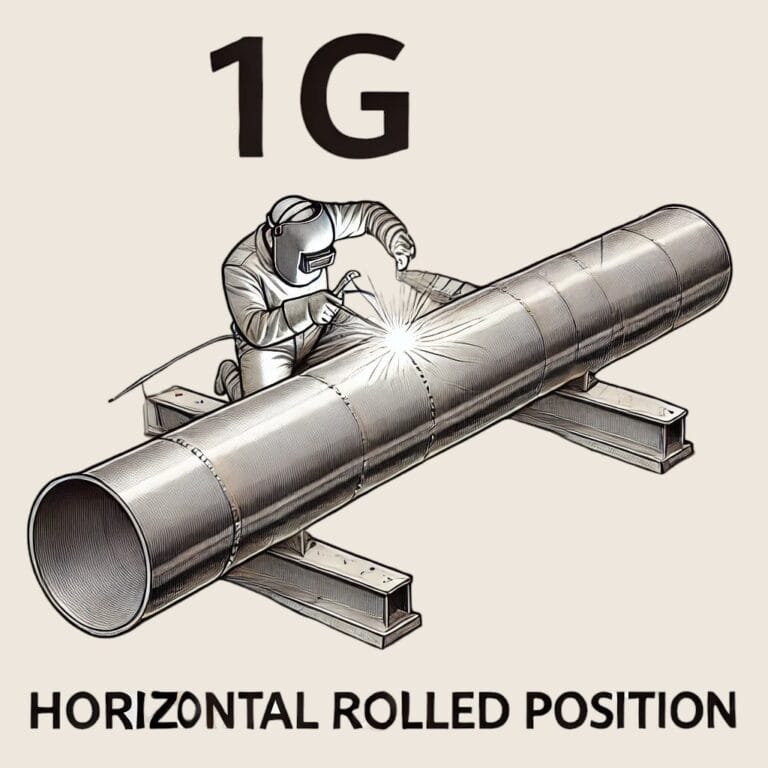
The 1G welding position, also known as the flat position, is the easiest and most basic pipe welding position. In this position, the pipe is placed horizontally, and the welder performs the weld from above while rotating the pipe along the X-axis. Gravity works to the welder’s advantage, holding the molten weld pool in place.
1G welding is often used in workshops or fabrication settings where pipes can be easily rotated. This position is typically employed for welding smaller pipes or spools before they are installed in their final location.
While 1G is the easiest position, it still requires the welder to maintain even penetration throughout the joint. Heat control is essential to avoid overheating, warping, or weakening the joint.
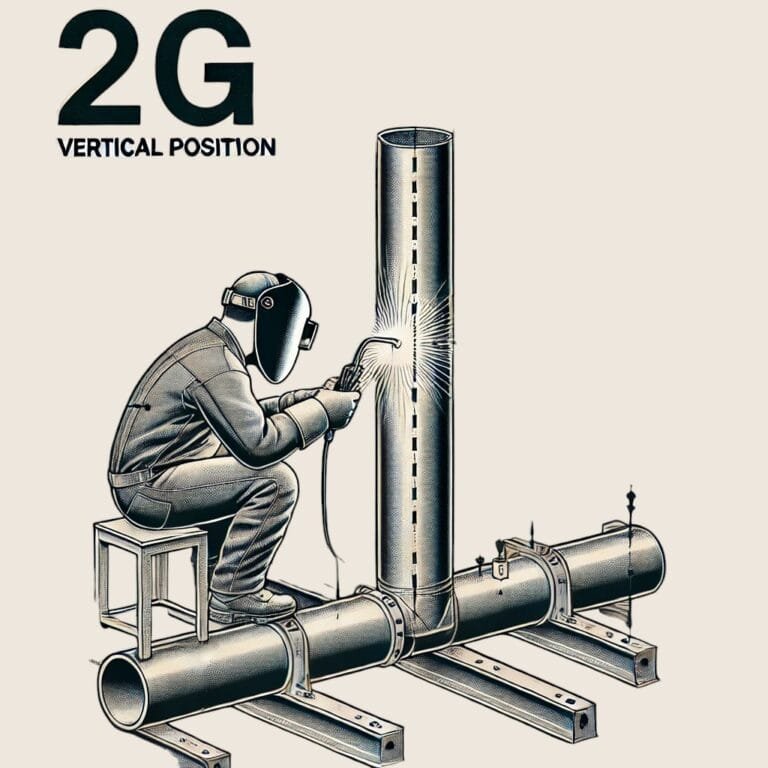
The 2G welding position involves welding a vertical pipe horizontally around the pipe’s circumference. In this position, the welder moves horizontally, while the pipe remains stationary.
2G welding is commonly used in industrial and structural applications, such as oil and gas pipelines, where pipes are often installed vertically. It is also employed in fieldwork, where rotating the pipe is impractical or impossible.
The primary challenge in 2G welding is controlling the weld pool, as gravity pulls the molten metal away from the joint. Proper heat control, electrode angle, and technique are necessary to prevent underfill or lack of fusion, which can compromise the weld quality.
In the 3G welding position, the weld is performed on a vertically oriented joint. The welder must work either from the bottom up (vertical up) or from the top down (vertical down).
The 3G position is frequently used in structural welding, such as building vertical beams or columns. It’s also commonly used in vertical pipe welding applications where welders need to create vertical seams.
The main challenge is preventing the molten weld pool from sagging or dripping due to gravity. Adjusting the heat, travel speed, and angle is crucial to achieving a high-quality weld. Vertical up welding provides better penetration but requires more control, while vertical down is faster but risks weak joints.
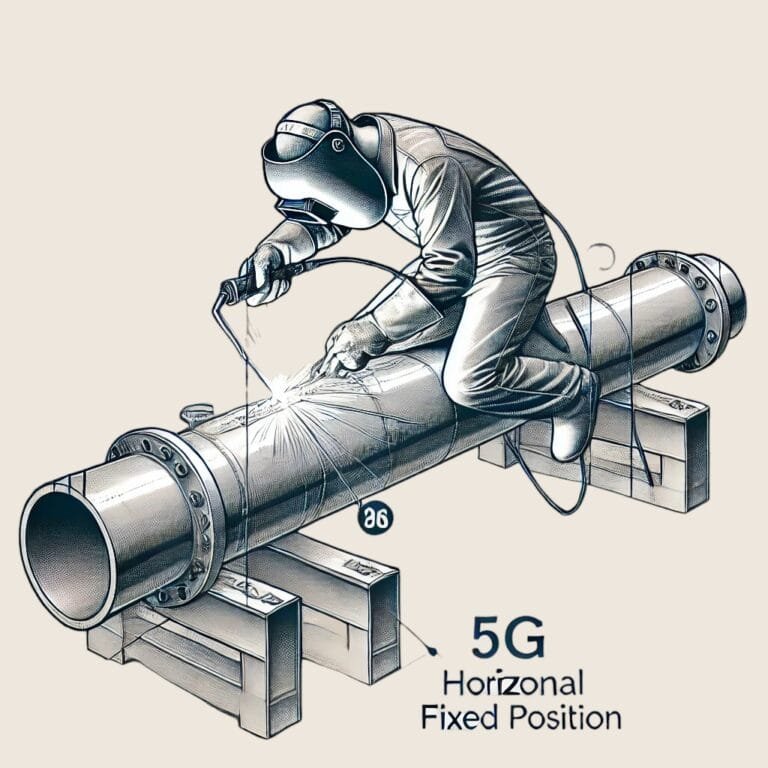
The 5G position is used specifically for pipe welding. In this position, the pipe is placed horizontally but remains fixed in place, so the welder must move around the pipe to complete the weld.
The 5G position is commonly used in field installations where rotating the pipe is not feasible. It’s frequently employed in industries such as oil and gas, petrochemical plants, and power generation, where large pipelines are welded in place.
The biggest challenge in 5G welding is controlling the weld pool as the welder moves between different positions. Gravity can affect the molten metal differently in each position, requiring the welder to constantly adjust their technique to ensure even penetration and avoid defects such as sagging or undercutting.
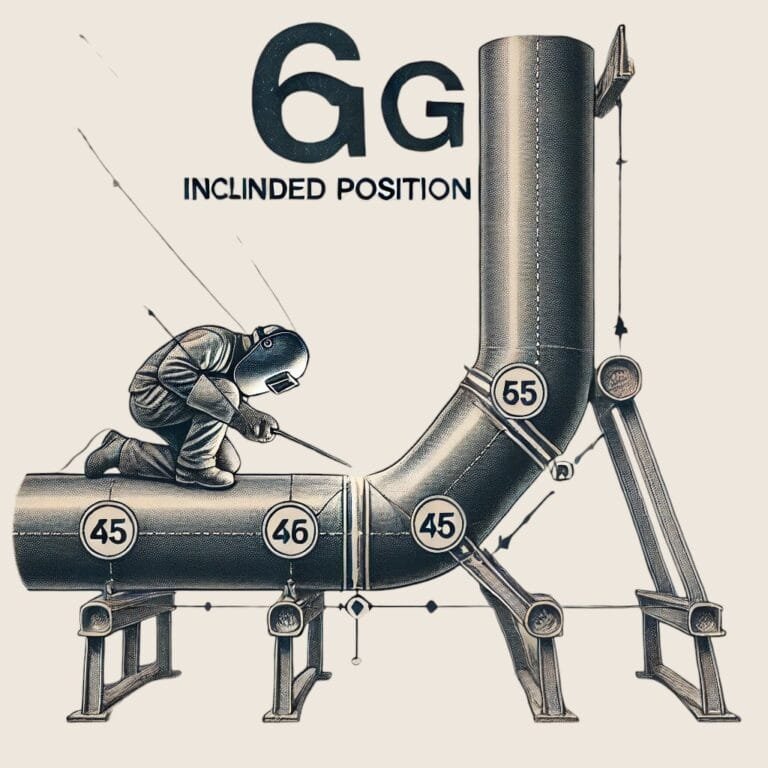
The 6G welding position is one of the most advanced and difficult positions to master. The pipe is fixed at a 45-degree angle, and the welder must perform the weld by moving around the pipe.
6G welding is used in high-pressure pipelines, industrial plants, and construction projects where the highest level of skill is required. It is a standard for pipe welding in the oil and gas industry.
The 6G position is challenging because the welder must navigate through different positions, with gravity affecting the weld pool differently at each angle. Mastery of heat control, travel speed, and technique is critical to avoid defects. Due to its complexity, 6G certification is one of the most sought-after qualifications in the welding industry.
Mastering the various pipe welding positions—1G, 2G, 5G, and 6G—is essential for any professional welder working in industrial and construction settings. Each position brings its own challenges related to gravity, accessibility, and the welder’s ability to control the weld pool.
While 1G is suitable for beginners, the 6G position demands a high level of expertise and experience. Understanding and mastering these positions not only opens the door to specialized jobs but also sets the foundation for success in a demanding and rewarding industry.
Welders who are certified in 6G are highly sought after and can work in any position, making these certifications the gold standard in the field.