
Learn metal inert gas welding techniques for strong and clean welds.
What does MIG stand for in welding?
Metal inert gas.
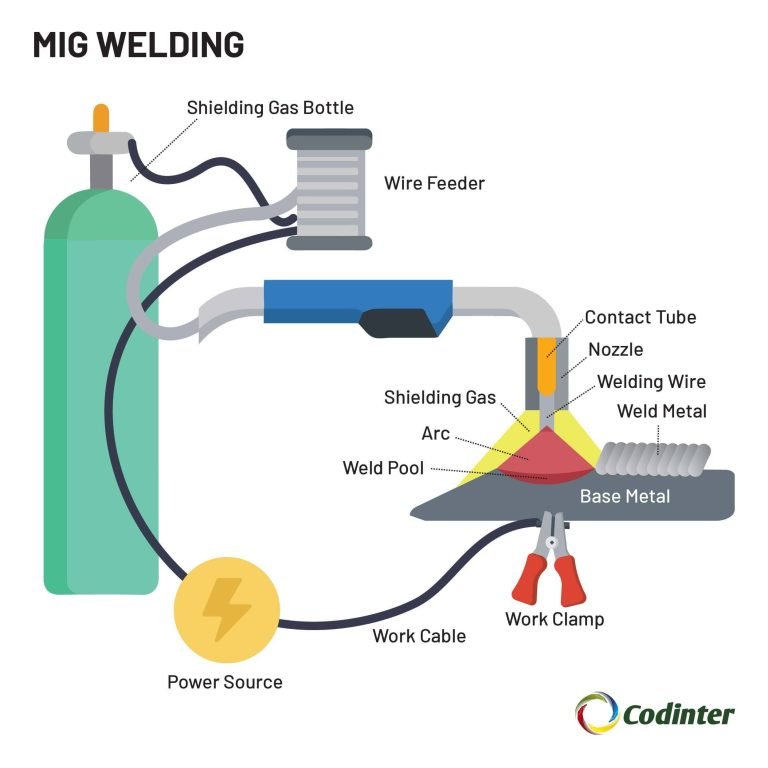
Gas metal arc welding (GMAW), also known as MIG (Metal Inert Gas) welding or MAG (Metal Active Gas) welding, is a process in which an electric arc forms between an electrode and a metal workpiece, heating the metals and causing them to melt, and be joined.
The weld area is generally protected from atmospheric contamination by use of an inert shielding or cover gas (Argon or Helium).
মিগ ওয়েল্ডিং টর্চ বা গান এর অংশসমূহ সনাক্তকরা হলো।
মিগ ওয়েল্ডিং (MIG Welding) টর্চ বা গান (Torch or Gun) হলো একটি গুরুত্বপূর্ণ হাতিয়ার যা মেটাল ইনার্ট গ্যাস (Metal Inert Gas) ওয়েল্ডিং প্রক্রিয়ায় ব্যবহৃত হয়। এতে কয়েকটি প্রধান অংশ থাকে, যেগুলো একসাথে কাজ করে ওয়েল্ডিং সম্পন্ন করে। নিচে MIG ওয়েল্ডিং টর্চ বা গান-এর অংশসমূহ উল্লেখ করা হলো:
কন্ট্যাক্ট টিপ (Contact Tip):
ওয়েল্ডিং তার (Wire) এই অংশের মধ্য দিয়ে যায় এবং এটি বিদ্যুৎ পরিবাহিত করে।
সাধারণত তামার (Copper) তৈরি হয়।
নোজল (Nozzle) বা গ্যাস ডিসপেনসার:
ওয়েল্ডিং এর সময় গ্যাস প্রবাহিত করে ওয়েল্ডিং এরিয়া গ্যাস দিয়ে আবৃত রাখে।
এটি আর্ক ও ওয়েল্ড পুলকে বায়ুর অক্সিজেন থেকে রক্ষা করে।
ওয়েল্ডিং ওয়্যার (Welding Wire):
এটি মূল ফিলার মেটাল যা টর্চের মধ্য দিয়ে ফিড হয় এবং গলিয়ে ওয়েল্ড তৈরি করে।
গ্যাস লাইন (Gas Hose):
ইনার্ট গ্যাস যেমন আর্গন বা CO₂ সরবরাহ করে।
ট্রিগার (Trigger):
ওয়েল্ডিং শুরু ও বন্ধ করতে ব্যবহৃত হয়।
ট্রিগার চাপলেই ওয়্যার ফিড, গ্যাস ফ্লো ও আর্ক একসাথে শুরু হয়।
ওয়্যার ফিডার (Wire Feeder Mechanism):
এটি ওয়েল্ডিং ওয়্যারকে নিরবিচারে টর্চে সরবরাহ করে।
এটি টর্চের বাইরের অংশে বা ওয়েল্ডিং মেশিনে থাকে।
হ্যান্ডেল বা গ্রীপ (Handle/Grip):
টর্চ ধরে রাখার জন্য ব্যবহৃত হয়।
লাইনার (Liner):
ওয়েল্ডিং তার হ্যান্ডেল থেকে কন্ট্যাক্ট টিপ পর্যন্ত সঠিকভাবে পৌঁছানোর জন্য ব্যবহৃত হয়।
এটি টর্চের ভিতরের একটি টিউব।
MIG ওয়েল্ডিং-এ ব্যবহৃত ইলেকট্রোড হলো “Continuously fed Consumable Wire Electrode”, অর্থাৎ এটি একটি ধাতব তার যা একটানা মেশিনের মাধ্যমে ফিড হয় এবং গলিয়ে বেস মেটালের সাথে যুক্ত হয়।
MIG ওয়েল্ডিং-এ ব্যবহৃত ইলেকট্রোডের বৈশিষ্ট্য:
✅ Consumable Electrode:
এটি গলে গিয়ে ওয়েল্ডে যুক্ত হয়, তাই একে ভোগ্য ইলেকট্রোড বলা হয়।
✅ Continuous Wire Feed:
ইলেকট্রোড একটি স্পুলে রোল আকারে থাকে এবং মেশিনের মাধ্যমে স্বয়ংক্রিয়ভাবে ফিড হয়।
MIG ওয়েল্ডিং-এ ব্যবহৃত ইলেকট্রোডের ধরণ:
এটি একটি শক্ত ধাতব তার।
সাধারণভাবে ব্যবহৃত ধরনের মধ্যে রয়েছে:
ER70S-6 (কার্বন স্টিলের জন্য)
ER308L (স্টেইনলেস স্টিলের জন্য)
ER4043 বা ER5356 (অ্যালুমিনিয়ামের জন্য)
এর ভিতরে ফ্লাক্স থাকে যা শিল্ডিং প্রভাব তৈরি করে।
সারসংক্ষেপে:
মিগ ওয়েল্ডিং-এ ব্যবহৃত ইলেকট্রোড হলো:
Continuously fed Consumable Solid Wire Electrode
সাধারণ গ্রেড: ER70S-6, ER308L, ER4043 ইত্যাদি, বেস মেটালের উপর নির্ভর করে।
আপনি যদি বলেন কোন ধাতুতে ওয়েল্ডিং করবেন (যেমন: Mild Steel, Stainless Steel, Aluminium) তাহলে নির্দিষ্ট ইলেকট্রোড গ্রেডও বলতে পারি।
মিগ ওয়েল্ডিং-এ (MIG Welding বা GMAW – Gas Metal Arc Welding) যে ওয়্যার বা ফিলার মেটাল ব্যবহার করা হয়, তার ব্যাস (Diameter) সাধারণত কাজের ধরন ও ধাতবের উপর নির্ভর করে নির্বাচিত হয়। তবে সাধারণত ব্যবহৃত ওয়্যার বা ফিলার মেটালের ব্যাস নিচের মতো হতে পারে:
ওয়্যার ব্যাস (মিলিমিটার) ওয়্যার ব্যাস (ইঞ্চি) ব্যবহার 0.6 mm 0.023 ইঞ্চি পাতলা শীট মেটাল 0.8 mm 0.030 ইঞ্চি হালকা কাজের জন্য 0.9 mm 0.035 ইঞ্চি মাঝারি কাজ 1.0 mm 0.040 ইঞ্চি ভারি কাজ 1.2 mm 0.045 ইঞ্চি ভারি ইন্ডাস্ট্রিয়াল কাজ 1.6 mm 1/16 ইঞ্চি খুব ভারি কাজ, পুরু ধাতব
টিপস:
০১. পাতলা মেটাল ওয়েল্ড করতে হলে পাতলা ওয়্যার ভালো।
০২. পুরু মেটালে গভীর পেনিট্রেশন ও শক্ত ওয়েল্ডের জন্য মোটা ওয়্যার প্রয়োজন।
০৩. ওয়েল্ডার মেশিনের ক্ষমতা অনুযায়ীও ওয়্যার ব্যাস ঠিক করতে হয়।
MIG ওয়েল্ডিং (Metal Inert Gas Welding), যা GMAW (Gas Metal Arc Welding) নামেও পরিচিত, এতে সাধারণত দুটি ধরনের ওয়্যার (Welding Wire) ব্যবহৃত হয়, নির্ভর করে মেটালের ধরণ এবং প্রয়োগের উপর। MIG ওয়েল্ডিং-এ দুটি প্রধান ধরনের ওয়্যার হলো:
এটি একটি কঠিন, অবিচ্ছিন্ন ধাতব তার, যা সাধারণত স্টিল, স্টেইনলেস স্টিল, বা অ্যালুমিনিয়ামের হয়ে থাকে।
এটি শুদ্ধ গ্যাস যেমন আর্গন বা CO₂ গ্যাস মিশ্রণের সাথে ব্যবহার করা হয়।
সাধারণ অ্যাপ্লিকেশন: অটোমোটিভ, ফেব্রিকেশন, হালকা ও মাঝারি ইন্ডাস্ট্রিয়াল কাজ।
এটি একটি ফাঁপা ওয়্যার যার ভিতরে ফ্লাক্স উপাদান থাকে।
Self-Shielded (নিজেই গ্যাস তৈরি করে) – বাইরে থেকে গ্যাস সরবরাহ প্রয়োজন হয় না।
Gas-Shielded (গ্যাসের সহায়তায়): অতিরিক্ত গ্যাসের প্রয়োজন হয়, সাধারণত CO₂ বা গ্যাস মিশ্রণ।
সাধারণ অ্যাপ্লিকেশন: ভারী ফেব্রিকেশন, আউটডোর ওয়েল্ডিং, যেখানে হাওয়া বা বাতাসের কারণে শিল্ডিং গ্যাসের সমস্যা হতে পারে।
MIG ওয়েল্ডিং-এ ব্যবহৃত দুই ধরনের ওয়্যার হলো:
০১. Solid Wire
০২. Flux-Cored Wire
বর্তমান সকল পুরুত্বের স্টিল, এ্যালুমিনিয়াম, কপার এবং তাদের এ্যালয় সমূহ নিকেল এবং স্টেইনেলস স্টিল ও মিগ ওয়েল্ডিং ব্যাপক প্রয়োগ হতে দেখা যায়।
০১. বিমান তৈরি শিল্প
০২. রাসায়নিক তৈরি শিল্প
০৩. মদের তৈরি ফ্যাক্টরিতে
০৪. রেললাইন তৈরি শিল্প
০৫. মিসাইল তৈরি শিল্প
০৬. পাইপ লাইন রুট রান ওয়েল্ডিং ইত্যাদি।
০১. অপারেট করা সহজ কম সময় লাগে।
০২. অন্য ওয়েল্ডিং এর তুলনায় কম স্প্যাটার পরিষ্কার করতে সহজ।
০৩. কোন প্রকার ফ্লাক্স এর প্রয়োজন হয় না।
০৪. ওয়েল্ডিং স্পীড বেশি।
০৫. মিগ ওয়েল্ডিং সামগ্রী ব্যয় অনেক কম।
০৬. বর্তমান সকল পুরুত্বের স্টিল, এ্যালুমিনিয়াম, কপার এবং তাদের এ্যালয় সমূহ নিকেল এবং স্টেইনেলস স্টিল ও মিগ ওয়েল্ডিং ব্যবহৃত হয়।
Metal Inert Gas (MIG) welding is an arc welding process that uses a continuous solid wire electrode heated and fed into the weld pool from a welding gun. The two base materials are melted together forming a join.
MIG welding is semi-automated, with a machine continuously feeding the electrode wire into the weld pool. Accordingly, MIG welding is one of the most efficient welding methods, allowing welders to join long seams without stopping. Clean. MIG welding does not use flux and it creates only minimal splatter.
Metal Inert Gas (MIG) welding and Metal Active Gas (MAG) welding, process numbers 131 and 135 respectively in accordance with ISO 4063, are both variations of the Gas Metal Arc Welding (GMAW) process, which they are more commonly referred to as in USA and some other countries.
In the feature, the “T” stands for touches. Therefore, we have: 2T – Two Touches. 4T – Four Touches. S4T – Special Four Touches.
The American Welding Society (AWS) recognizes 5 basic types of weld joints:
*Butt joint.
*Lap joint.
*Edge joint.
*Tee joint.
*Corner joint.
There are 4 main types of welding. Each with its own unique properties and applications. The four types of welding are gas metal arc welding (GMAW), flux-cored wire-arc welding (FCAW), shielded metal arc welding (SMAW) and gas tungsten arc welding (GTAW).
There are two primary types of MIG welding wire – flux-core and solid MIG welding wire. Flux-core wire is a metal electrode that contains a “flux compound” inside the electrode. When the wire melts and reacts with the welding arc, this forms a gas that protects the weld from oxygen, which can cause defects in the weld.
E71T-11 is a self-shielding, all-position flux cored wire for single or multi-pass welds on mild or galvanized steel. This wire is a general purpose wire designed for light fabrication and is good for single pass on thinner gauged material or limited multi-pass on thicker sections.
Visual inspection is the most basic testing. A certified inspector checks for cracks, porosity, or incomplete penetration. Some of the most sought-after certifications are from AWS (American Welding Society) or ASNT (American Society for Nondestructive Testing). Radiographic Testing (RT):
The metal inert gas (MIG) process uses a consumable electrode, which is usually in the form of a copper-coated coiled wire. Argon is used to shield the weld, and direct current with the electrode being positive to generate more heat for melting.
MIG is operated usually with a DC power source. The source is termed a flat, or constant voltage, characteristic power source, which refers to the voltage/welding current relationship.
Carbon dioxide improves weld speed, penetration and mechanical properties that make it the most suitable for steel in metal inert gas (MIG) welding.
Metal inert gas. Gas metal arc welding (GMAW), also known as MIG (Metal Inert Gas) welding or MAG (Metal Active Gas) welding, is a process in which an electric arc forms between an electrode and a metal workpiece, heating the metals and causing them to melt, and be joined.
We will start with MIG welding, also known as Metal Inert Gas welding or Gas Metal Arc Welding (GMAW). Today, this is one of the most popular methods among beginners and new welders due to its ease of use, so we will start with some frequently asked questions.

A: MIG welding is a semi-automated process, which means you set the voltage and wire feed speed, and the machine keeps it consistent throughout the process and automatically feeds the wire. That makes MIG welding significantly easier to control, master, and learn compared to other methods. MIG welders typically produce a forgiving arc that is more resilient to poor welding technique and MIG gun manipulation.
A: You can MIG weld virtually all conductive metals, but welders commonly use a MIG welder to join mild steel, stainless steel, and aluminum.

A: Most hobby MIG welders can produce 10-250 amp output, which means you can weld 24-gauge up to 1/2-inch in a single pass. Remember that welding thin materials or thicker plates with MIG can be tricky, so other methods are recommended.
A: MIG welding uses a bare wire that requires external shielding gas to protect the molten weld pool from contamination. That’s why you must use shielding gas when MIG welding, and if you don’t have one, you can use self-shielded Flux core wire and switch to Flux core welding within your MIG machine.
A: The shielding gas choice in MIG welding will depend on the metal you are welding. Most MIG welders prefer a mixture of carbon dioxide and argon gas, known as C25 or 75% Argon and 25% CO2 when welding steel. If you weld aluminum, you will need an inert gas such as pure argon.
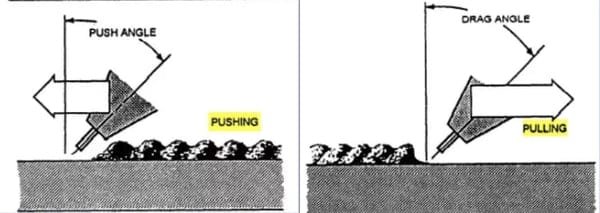
A: Even though MIG welding is straightforward, welders often leave a stick out too long or short and use the wrong travel angle or parameters, which creates a series of defects in the welds. MIG welding requires around 1/4″ stickout and a 5-15 degree travel angle with moderate travel speed.
A: CTWD in MIG welding is the distance between the tip of your torch and the base metal. The distance will vary on the given metal, and if it is too short, it can cause burnbacks. If it’s too long, it could cause weld discontinuities and excessive spatter.
A: Holes in the weld are a defect known as porosity, resulting from gas becoming trapped in the weld metal. It commonly results from improper shielding gas coverage, mostly the improper shielding gas flow, lousy regulator, or contaminated gas cylinders.

A: MIG welding is not known for its performance on thick plates. Even though you can weld up to 1/2″ metals, MIG produces lesser penetration compared to Stick welding. Additionally, even though the MIG weld quality is decent, you cannot get high-quality welds like with TIG welding.
A: Most welders prefer pushing a MIG gun when welding. Pushing offers a better view, produces good gas coverage, and allows you to direct wire into the joint better. Pulling usually causes deeper penetration and a narrower bead with more buildup.
A: If you are MIG welding steel, ER70S-6 MIG welding wire is an all-around choice that will cover most of your needs. A wire diameter of .030-.035″ is a good start for most hobbyist welding on medium-thickness metals.

A: Smooth wire feed is crucial for consistent MIG welding results, so check your feed system to see any interruptions, tangling, jams, or birdnesting. Drive rollers, a tensioner, and a liner are responsible for your wire feed, so make sure they are working correctly.
A: A MIG welder and the MIG consumables and accessories are typically not so pricy, which is one of the reasons GMAW is so popular among hobbyists who don’t want to spend a fortune. Machines such as Yes Welder MIG205DS-B provide excellent value for the money spent.

A: You can MIG weld aluminum, but the aluminum wire is soft and hard to feed with a regular gun and liner. You will need a dedicated spool gun that runs at higher speeds and shortens the path between the wire spool and the gun’s tip. Alternatively, you will need a graphene liner to provide better feed without tangling or birdnesting.